Error found, error fixed - easy!
Our industrial mechanics are real professionals when it comes to repairing and maintaining machines. That’s why this topic also plays a major role in their training. Here, apprentice Max explains how he repaired a defective lathe.
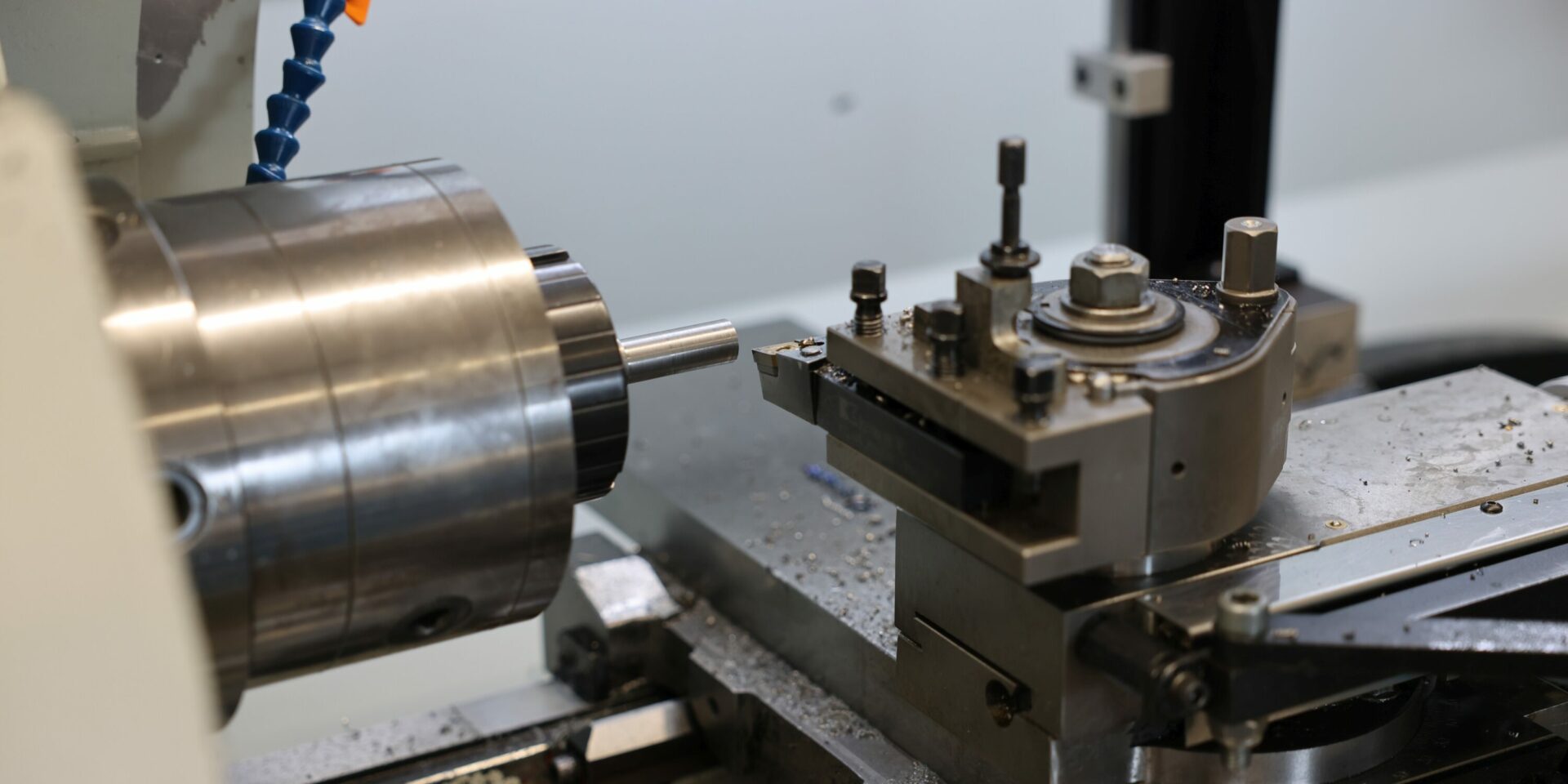
Hi, I’m Max and I’m currently in my second year of training as an industrial mechanic (m/f/d) at SPITZKE. Recently, I was allowed to repair a lathe in our training center where the feed was no longer working properly. If you’re not yet familiar with such machines, I’d like to briefly explain what it’s all about. We can use a lathe to precisely manufacture a wide variety of metal products: from bolts and hydraulic pistons with a perfectly flat surface to screws and the like. To do this, a workpiece is clamped in a spindle and the turning tool suitable for our task is clamped in the tool slide. The spindle causes the workpiece to rotate rapidly and the tool is automatically guided along the workpiece via the feed – allowing material to be removed with an accuracy of a thousandth of a millimeter. However, if the stop is set incorrectly, the tool may move into the spindle holder and a defect may occur. This is exactly what happened with our machine.

The first step in a repair is always to find out exactly what the problem is. So I took a look at the machine and noticed that the feed spindle on which the feed moves was firmly seated, but did not rotate while the machine was running. The axle had not come loose, but was still without a drive. It could therefore be assumed that the fault was in the gearbox. So the next thing I did was to remove the cover of the lathe to expose the mechanics behind it and check the individual gear wheels of the gearbox. Lo and behold, a driver (dowel pin) on one of the gears was “broken” – or “sheared off”, as the experts say.

As a result, only one of the two gears was still turning and the power was no longer being transmitted. These metal pins are predetermined breaking points, which are intended to prevent the gearbox from being damaged by overload. From this point of view, the “defect” prevented major damage to the machine. All I had to do was carefully knock out the damaged metal pins, replace them with new ones and reassemble the machine piece by piece. And it was ready for use again.


